

Wer richtig einbettet, spart bei der anschließenden Probenpräparation viel Zeit. Die Einbettung dient dem besseren Handling der Proben sowie zum Abstützen der Randzone und Beschichtungen oder der Infiltration von Rissen, Poren und Korrosionsbelägen.
Springen Sie zum gewünschten Thema:
Einbettverfahren
Es werden grundsätzlich zwei verschiedene Einbettmethoden unterschieden: das Warmeinbetten und das Kalteinbetten.
Warmeinbetten

Beim Warmeinbetten wird die Probe in einer Einbettpresse unter Temperatur und Druck mit einem Kunststoffgranulat eingebettet. Vorteile des Verfahrens sind die hohe Härte der Einbettmittel (z.B. glasfaserverstärkt) und die gute Spaltfreiheit.
Produktübersicht WEM:
- Phenolharzbasis
- Universell einsetzbar
- Preis: hervorragendes Preis-Leistungs-Verhältnis
- Härte nach Shore D: 97 ± 0,4 (mittelhart)
- Epoxidharzbasis
- Für spaltfreie Einbettungen
- Bestens geeignet für Hartmetalle
- Auch extra fein gemahlen erhältlich
- Härte nach Shore D: 98 ± 0,3 (sehr hart)
- Acrylharzbasis
- Für transparente Einbettungen und Probenbeschriftungen
- Achtung: getacktete Kühlung notwendig
- Mittlere Korngröße: < 800 µm
- Härte nach Shore D: 90 ± 0,6 (mittelhart)
- Phenolharzbasis
- Für die Rasterelektronenmikroskopie (elektrisch leitfähig)
- Made by Schmitz
- Härte nach Shore D: 87 ± 1,0 (mittelhart)
Kalteinbetten

Für das Kalteinbetten benötigt man zwei Komponenten, die dem Mischungsverhältnis entsprechend in einem Anrührbecher vermischt werden. Nach dem Anrühren wird das Gemisch in die Einbettform gegossen. Die Aushärtung findet über eine chemische Reaktion (Polymerisation bzw. Polyaddition) statt.
Die Polymerisation ist eine exotherme Reaktion, es entsteht also Wärme beim Aushärten. Je nach Probenmasse können hier Temperaturen kurzfristig bis 90 °C entstehen.
Produktübersicht KEM:
- Spaltbildung: ja (wie bei allen schnell aushärtenden Einbettmitteln)
- Preis: bestes Preis-Leistungs-Verhältnis („quick and dirty“)
- Äußerst geruchsarm
- Mischungsverhältnis: 1:1 nach Gewicht (2 flüssige Komponenten)
- Aushärtedauer ca. 20 min
- Härte nach Shore D:
- Auf Basis von hochvernetztem Methylmethacrylat
- Grün-transparent
- Schnellhärtend
- Mischungsverhältnis: 2:1 nach Volumen (1 pulverförmige, 1 flüssige Komponente)
- Aushärtedauer: ca. 30 Minuten
- Nach ca. 45 Minuten schleif- und polierbar
- Härte nach Shore D: 87 ± 0,9
- Völlig transparente und spaltfreie Aushärtung
- Optimal für Zielpräparationen und Vakuuminfiltrationen
- REM-tauglich
- Kaum Geruchsbelästigung
- Mischungsverhältnis: 100:55 nach Gewicht (2 flüssige Komponenten)
- Aushärtedauer: 8-12 h bei Raumtemperatur
- Härte nach Shore D: 81 ± 1,4
- Für transparente Einbettungen (Drucktopf erforderlich)
- Spaltarm
- Mischungsverhältnis: 2:1 nach Volumen (1 pulverförmige, 1 flüssige Komponente)
- Aushärtedauer: 11 min (bei 22 °C)
ARBEITSSCHUTZ // Bei der Verarbeitung von Kalteinbettmitteln sollten Einweghandschuhe verwendet und eine Schutzbrille getragen werden. Das Vergießen unter einem Laborabzug ist empfehlenswert.
Probenvorbereitung

Die herausgetrennten Proben sollten zunächst entgratet werden. Anschließend empfiehlt sich die Ultraschallreinigung in einem Becherglas mit Ethanol, um die Proben zu entfetten. Im Anschluss werden die Proben mittels Schlifftrockner getrocknet. Poröse und rissbehaftete Proben sollten entsprechend längere Zeit auf mittlerer Stufe getrocknet werden, damit das Ethanol vollständig wegtrocknen kann. Das weitere Handling der Proben sollte nur noch mit einer Ätzzange oder einer Pinzette erfolgen.
Ausbettung
Warmeingebettete Proben können relativ einfach wieder ausgebettet werden. Erwärmen Sie die Probe im Wärmeschrank bei 220 °C für ca. eine Stunde. Das Einbettmittel quillt auf und die Probe kann in einem Parallelschraubstock einfach rausgedrückt werden. Für absolut rückstandsfreie Ausbettungen empfiehlt es sich, die Proben vor der Warmeinbettung „wie ein Bonbon“ mit Aluminiumfolie zu umwickeln. Falls 220 °C für Ihre Proben zu hoch ist (die Einbetttemperatur beträgt 180 °C), können Sie das Einbettmittel auf der Mantelfläche mittels Handbügelsäge einkerben und anschließend im Schraubstock knacken.
Einbettmittel
Warmeinbettmittel (WEM)

Wir führen alle gängigen Warmeinbettmittel in den Gebindegrößen 1 kg, 5 kg und 20 kg lagermäßig. Sie werden unter Druck erhitzt.
TIPP // Einbettparameter (allgemein, außer WEM klar):
Temperatur: 180 °C
Haltezeit auf Temperatur: 2-4 Minuten (je nach Presswerkzeug-Ø und Pressenhersteller)
Kühlzeit: 4 Minuten
Druck: 290 bar
Gilt für fast alle Einbettmittel, außer für das transparente Acryl-Einbettmittel. Parameter dazu finden Sie weiter unten.
WEM Bakelit
Das WEM Bakelit ist phenolharzbasiert mit mittlerer Härte (95,2 ± 0,57 Shore D) für allgemeine Einbettungen. Erhältlich in den Farben schwarz und rot.
WEM glasfaserverstärkt
Das Warmeinbettmittel WEM glasfaserverstärkt auf Phenolharzbasis mit mittlerer Härte (96,9 ± 0,42 Shore D) hat ein hervorragendes Preis-Leistungs-Verhältnis. Warmeinbettungen führen wir in unserem eigenen Labor ausschließlich mit diesem glasfaserverstärkten Einbettmittel durch (außer bei Hartmetallen mit WEM EPO). Das WEM glasfaserverstärkt ist so preiswert, dass sich ein Auffüllen mit Bakelit nicht mehr lohnt.
WEM EPO schwarz
Beim WEM EPO handelt es sich um ein sehr hartes (97,8 ± 0,27 Shore D), schwarzes Warmeinbettmittel auf Epoxidharzbasis für spaltfreie Einbettungen. Es ist bestens geeignet zur Einbettung von Hartmetallen. Es ist auch extra fein gemahlen erhältlich.
WEM klar
WEM klar ist ein Acrylharzeinbettmittel für transparente Einbettungen (und Probenbeschriftungen) mittlerer Härte (89,6 ± 0,55 Shore D).
TIPP // Einbettparameter (nur für WEM klar):
Temperatur: 180 °C
Haltezeit auf Temperatur: 2-4 Minuten (je nach Presswerkzeug-Ø und Pressenhersteller)
Kühlzeit: 11 Minuten
Druck: 280 bar
Hier müssen Sie das Programm mit getakteter Kühlung einstellen!
WEM REM
Unser WEM REM produzieren wir selbst. Es ist ein elektrisch leitfähiges, feinstgranulares Warmeinbettmittel auf Graphit-Phenolharzbasis für die Elektronenmikroskopie.
Kalteinbettmittel (KEM)
Kalteinbettmittel sind in verschiedenen Gebindegrößen ab Lager lieferbar. Zum Anmischen bieten wir außerdem entsprechendes Zubehör an.
KEM VariKEM 100

Das VariKEM 100 ist ein PU-basiertes Einbettmittel, bestehend aus zwei flüssigen Komponenten. Die Komponenten werden 1:1 (nach Gewicht) gemischt. Es ist universell einsetzbar und äußerst geruchsarm. Nach ca. 20 Minuten ist es ausgehärtet. Es zeichnet sich durch ein sehr gutes Preis-Leistungs-Verhältnis aus („quick and dirty“).
KEM VariKEM 200

VariKEM 200 ist ein grün-transparent aushärtendes universelles Einbettmittel auf Methylmetacrylatbasis für Eisen- und NE-Legierungen. Es besteht aus einer Pulverkomponente und einer Härterflüssigkeit, das Mischungsverhältnis beträgt 2:1 (nach Volumen). Die Aushärtezeit liegt bei ca. 30 Minuten. Nach weiteren 15 Minuten ist das Produkt schleif- und polierbar. VariKEM 200 erreicht eine Polymerisationstemperatur von max. 90 °C.
KEM Epoclear
Unser Epoclear ist ein Epoxidharzeinbettmittel und besteht aus zwei flüssigen Komponenten, die im Gewichtsverhältnis 100 g-Binder zu 55 g-Härter angemischt werden. Es ist ein spalt- und geruchfreies, über 8-12 Stunden langsam aushärtendes Einbettmittel, das üblicherweise zur Vakuuminfiltration verwendet wird. Die Farbe ist transparent. Zur besseren Kontrastierung von Rissen und Poren kann auch ein Einfärbemittel verwendet werden.
Um die Viskosität vor dem Eingießen der Proben zu erniedrigen, können Sie übrigens jedes Epoxidharzeinbettmittel in einem warmen Wasserbad indirekt erwärmen.
TIPP // Sie können die Aushärtezeit auf 4 Stunden verkürzen, indem Sie die eingegossenen Proben in einen Wärmeschrank bei 50 °C stellen. In unserem eigenen Metallographielabor verwenden wir das Epoxidharzeinbettmittel als einziges Kalteinbettmittel. Die Arbeitsabläufe sind so getaktet, dass wir am ersten Tag fotografieren, trennen und kalteinbetten und am darauffolgenden Tag präparieren, kontrastieren und mikroskopieren. Durch Nutzung unserer ausgedruckten Probenbeschriftungen entfällt ein aufwendiges Gravieren der Proben aufgrund des transparenten Einbettmittels (Tipp Probenbeschriftung).
Technovit 4006
Das Technovit 4006 ist ein Einbettmittel auf Methylmethacrylatbasis. Es besteht aus zwei Komponenten , die nach Volumen 2 zu 1 gemischt werden: eine pulverförmige und eine flüssige. Das Technovit 4006 härtet in nur 11 Minuten aus (bei 22 °C). Für eine vollständig transpartente und blasenfreie Aushärtung muss diese in einem Drucktopf erfolgen.
Hilfsmittel
Einbetthilfen

Einbetthilfen eignen sich zum Fixieren dünner Proben wie Bleche oder CFK-Laminate und Fasern, damit diese beim Eingießen nicht umfallen können. Die Monoclips und Trioclips sind eine Eigenproduktion und in der Farbe rot lieferbar. Nach ausgiebigen Tests haben wir eine äußerst chemikalienbeständige Kunststoffsorte ausgewählt, die auch nach 10 Minuten in heißer V2A-Beize keinerlei Verfärbungen oder Aufquellungen aufweist. Wir sehen von den vielen bunten Farben ab, da diese schon bei einminütigem Ätzen in 70 °C heißer V2A-Beize aufquellen. Auf unsere Qualität können Sie sich verlassen!
Zur Unterscheidung Ihrer Proben können Sie z.B. die oberste Klammer mit der Öffnung nach links, und die darunter liegenden Klammern mit der Öffnung nach rechts ausrichten.
Auch bei uns erhältlich: Stahlclips (Rollfedern) aus Metall zum Einbetten mit hoher Klemmkraft. Nicht zu vergleichen mit den laschen, silberfarbenen Klammern.
Einbettformen

Stabil ausgeführte, 2-geteilte Einbettform aus Polyethylen in den Durchmesseren 40 und 50 mm. Der Deckelboden ist über die Nutzungsdauer extrem verzugsarm. Die stabile Ausführung ist optimal für Einbettmittel geeignet, welche beim Aushärten ausdehnen. An der Einbettform sind 2 Phasen angebracht, sodass die Probe direkt an der Ober- sowie Unterseite entgratet wird – das ist einzigartig! Für ein leichtes Entformen haben wir eine Kunststoffsorte gewählt, die auch für Gleitlager Anwendung findet.
Weiteres Zubehör

TIPP // In unserem Onlineshop finden Sie auch eine Erstausrüstung für das Kalteinbetten. Enthalten sind Vaseline, eine Schutzbrille sowie eine Waage. So können Sie mit dem Einbetten direkt loslegen.
Zubehör
Vakuuminfiltration

Die Einbettformen werden hierzu in eine Vakuumkammer oder einen Exsikkator gestellt, welcher evakuiert wird. Dadurch kann das Epoxidharzeinbettmittel in feinste Hohlräume infiltriert werden. Dies ist besonders bei pulvermetallurgischen Proben von Bedeutung, da nur so der wahre Porenanteil im Lichtmikroskop ermittelt werden kann. Weiterhin können auch Risse und Spalte infiltriert werden. Hierdurch wird beim Ätzen der Probe vermieden, dass sich Ätzmittel in den Spalt saugen kann (Kapillarwirkung). Eine Vakuuminfiltration ist auch bei porösen Korrosionsbelägen möglich. Bei der Präparation können so unerwünschte Ausbrüche minimiert werden.
Drucktopf

Die Polymerisation der Einbettmittel kann im Drucktopf erfolgen. Hierzu wird dieser 2-3 Mal auf zwei bar Überdruck gebracht und im Anschluss wieder vollständig belüftet. Anhaftende Luftblasen können so beim Druckausgleich nach oben steigen und platzen. Wir lassen die Proben dann bei 1 bar Überdruck aushärten. Eine Spaltbildung kann speziell bei Einbettmitteln auf Methylmetacrylatbasis sinnvoll unterdrückt werden. Für das Epoxidharzeinbettmittel empfiehlt sich die Kombination von Vakuuminfiltration mit anschließender Aushärtung im Drucktopf.
Tipps & Tricks

TIPP // Probenbeschriftung:
Wir drucken unsere Probenbeschriftungen immer über eine Wordvorlage aus. Bei einer Schriftgröße von 10 pt können je nach Gestaltung sechs und mehr unterschiedliche Probennummern vergeben werden. Dieses Etikett wird dann wie gehabt auf das dunkle WEM-Granulat gelegt und mit durchsichtigem WEM klar aufgefüllt. Ein aufwendiges Gravieren kann so entfallen und das Entziffern der unleserlichen Handschrift des Kollegen gehört der Vergangenheit an. Dies ist bei einem hohen Probenaufkommen zeitsparend und sieht ordentlich aus. Im Rahmen einer Aufbewahrungsfrist können die Proben sehr einfach wiedergefunden werden.
TIPP // Einbettung von Hartmetallpulver:
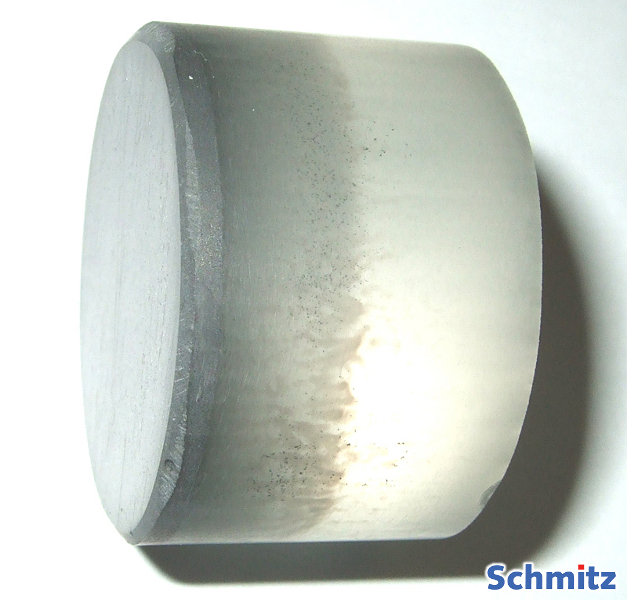
Sie stehen vor der Aufgabe eine pulverförmige Probe metallographisch zu präparieren. Hier möchten wir Ihnen am Beispiel von WC-Co-Hartmetallpulver (Pulverfraktion 0-45 µm Korngröße) eine mögliche Vorgehensweise aufzeigen. Sie können die Vorgehensweise auch auf jedes andere Pulver übertragen (z.B. Keramikpulver). Rühren Sie hierzu eine zweckentsprechende Menge unseres Kalteinbettmittels Epoclear an (z.B. 50 g Binder, 27,5 g Härter). Füllen Sie nun 20 g der fertig angerührten Mischung in einen neuen Anrührbecher und geben Sie die gleiche Menge an Hartmetallpulver hinzu. Rühren Sie das Pulver-Einbettmittelgemisch gut um (ca. 1 Minute). Gießen Sie eine ca. 5 mm hohe Schicht dieses Gemisches in eine vorbereitete und leicht gefettete Kalteinbettform ein.
Danach können Sie langsam mit dem restlichen (reinen) Einbettmittel aufgießen. Lassen Sie dies am einfachsten entlang des Holzspatels in die Form laufen, um Aufwirbelungen zu vermeiden. Die Aushärtung sollte im Drucktopf erfolgen (Durchführung s. hier). Nach der Aushärtung erhalten Sie eine schichtweise aufgebaute Probe (siehe Foto). Sie können die Probe nun nach unserem Hartmetall-Präparationsrezept präparieren. Die Schleifzeiten müssen dabei zweckentsprechend angepasst (verkürzt) werden. Mit Hilfe dieses Präparationsrezepts lassen sich absolut randscharfe Mikroschliffe anfertigen.

TIPP // Kalteinbettung eines Rohrsegments im Längsschliff:
Wenn Sie beispielsweise die Verbindungsschweißung zweier Rohre im Längsschliff untersuchen möchten, sollten Sie im herausgetrennten Prüfkörper einen Entlüftungsschnitt setzen, damit die Luft unter der Rohrinnenseite entweichen und so dem Einbettmittel den Weg frei machen kann. Dazu können Sie das Rohr an einer Stelle ansägen oder mit einer Entlüftungsbohrung versehen. Nach dem Eingießen des Einbettmittels sollte die Probe noch vakuuminfiltriert werden.

TIPP // Klebefolie verhindert Aufschwimmen leichter Proben beim Eingießen des Kalteinbettmittels:
Um das Aufschwimmen leichter CFK-Laminate zu verhindern, kleben Sie auf den nicht gefetteten Boden Ihrer Kalteinbettform eine doppelseitige Klebefolie. Drehen Sie die Einbettklammer einfach herum (Füße nach oben, nicht nach unten wie sonst üblich) und kleben Sie die Klammer dann mit der glatten Seite auf die doppelseitige Klebefolie. Danach können Sie die Probe normal aufgießen. Am besten entfernen Sie die Klebefolie von der ausgehärteten Probe vor dem Schleifen mithilfe eines Spatels.

TIPP // Kontrasterhöhung bei randoxidierten Bauteilen (z.B. nitrocarburiert):
Nitrocarburierte Bauteile weisen an der Oberfläche eine wenige µm dünne, dunkle Oxidschicht auf. Der Kontrast zum schwarzen Einbettmittel ist sehr schlecht. Ein Umwickeln mit Al-Folie bringt eine sehr gute Kontraststeigerung für die exakte Dickenvermessung der gesamten Randzone. Zudem sorgt es für eine hohe Randschärfe und den Erhalt der empfindlichen Schicht während der Präparation, sodass der Einsatz auch bei nitrierten Proben zu besseren Ergebnissen führen kann.
Dafür wird die gereinigte Probe vor der Einbettung möglichst stramm mit einem Streifen Aluminiumfolie umwickelt und die Folie mit einem kleinen Stück Tesafilm fixiert. Für diese Methode kann alternativ auch reine Cu-Folie verwendet werden; Aluminiumfolie hat man aber eher „im Haus“ und diese stört nicht beim Ätzen der Probe.