
Back (Additive Manufacturing (AM))

.Additive Manufacturing (AM) – Explanation of terms
Additive manufacturing (AM) of metallic components by means of laser powder bed fusion (L-PBF) has been attracting increasing attention in recent years. The layer-by-layer structure enables the user to produce individual and complex components with functions such as cooling channels, lightweight structures or topology optimization without the need for additional optical components.
Not only due to the high degree of individualization or the high degree of geometric freedom, but also short development and production times, the L-PBF process offers significant advantages compared to conventional manufacturing processes. In addition to the contructive as well as economic aspects, the L-PBF process is also interesting from a materials engineering point of view. For example, the microstructures of metallic materials can be adapted by varying the process parameters such as laser power, scanning speed or the laser beam profile.
We dedicate a separate category to this important manufacturing process. Here we will successively publish SEM images of the powders used and metallographic micrographs of built-up cubes (10x10x10 mm) together with the most important process parameters.
This is unique in this form, and we are looking forward to your feedback. The samples are provided by Aconity3D GmbH / Herzogenrath.
In the following, some of the most important parameters in the L-PBF process and the process itself will be presented.
The process
The process starts after data preparation and equipment preparation with the application of a first thin powder layer on the carrier plate (substrate). Under an inert gas atmosphere (argon or nitrogen) in the build chamber and continuous extraction of the soot, the powder is locally melted according to the layer information broken down to 2D. The build platform is then lowered by the set layer thickness, the powder supply is raised, and a new powder layer is applied with a coating unit. Excess powder is collected in overflow containers and can be reused in the next process after subsequent preparation. According to the information for the following layer the process is now continued iteratively to the end. Finally, the component is raised on the substrate plate, freed from powder and separated from the substrate plate using suitable separation processes.
Explanation of terms:
- Laser power
Laser power is generally specified in watts and is a key factor in determining how much energy is introduced into the system to melt the powder locally. - Scanning speed
Where the laser beam moves on the XY plane is determined by the system and passed on to the optical components within the scanner. Here, both the local information and the traversing speed play an important role. The latter determines, among other things, how quickly the melt solidifies. - Hatch distance
The hatch distance is the distance between the respective vectors within a continuous area to be exposed. - Layer thickness / build-up rate (BUR)
The layer thickness has a significant influence on the build-up rate and thus on the productivity of the process.
build-up rate = scan speed*track distance*layer thickness [cm³/h].
The order of magnitude of the layer thickness can vary and lie between approx. 20 and 120 µm. - Volume energy density (VED)
These process parameters can be used to determine the volume energy density (VED), which gives a first impression of the about the amount of energy introduced.
VED = laser power/(scan speed*hatch distance*layer thickness) [J/mm³].
Additive Manufacturing (AM)
 WE43 | PF -53/+15 µm | VED 139 J/mm³ | BUR 6,5 cm³/h
WE43 | PF -53/+15 µm | VED 139 J/mm³ | BUR 6,5 cm³/h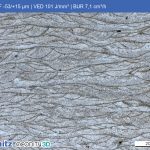 WE43 | PF -53/+15 µm | VED 101 J/mm³ | BUR 7,1 cm³/h
WE43 | PF -53/+15 µm | VED 101 J/mm³ | BUR 7,1 cm³/h WE43 | PF -53/+15 µm | VED 238 J/mm³ | BUR 3 cm³/h
WE43 | PF -53/+15 µm | VED 238 J/mm³ | BUR 3 cm³/h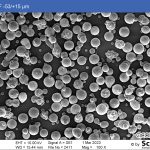 WE43 | PF -53/+15 µm
WE43 | PF -53/+15 µm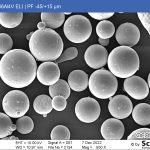 Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm
Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm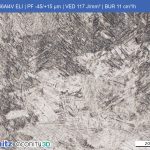 Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 117 J/mm³ | BUR 11 cm³/h
Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 117 J/mm³ | BUR 11 cm³/h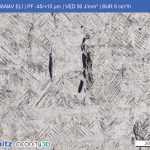 Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 50 J/mm³ | BUR 9 cm³/h
Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 50 J/mm³ | BUR 9 cm³/h Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 58 J/mm³ | BUR 21.6 cm³/h
Titanium Grade 23 | Ti6Al4V ELI | PF -45/+15 µm | VED 58 J/mm³ | BUR 21.6 cm³/h CC484K | CuSn12Ni2 L-PBF on 1.7225 | 42CrMo4
CC484K | CuSn12Ni2 L-PBF on 1.7225 | 42CrMo4 1.4404 | X5CrNoMo17-12-2 | PF -45/+15 µm | VED 41,67 J/mm³ | BUR 21,60 cm³/h
1.4404 | X5CrNoMo17-12-2 | PF -45/+15 µm | VED 41,67 J/mm³ | BUR 21,60 cm³/h