
Fe-Base

- Additive Manufacturing (AM) (15)
- Al-Base (72)
- Cast Iron (49)
- Co-Base (8)
- Corrosion Damages (43)
- Cu-Base (75)
- Edge zone (40)
- Failure Cases (60)
- Fe-Base (341)
- Fe-Heat Treatment Series (91)
- Mg-Base (3)
- Ni-Base (24)
- Other (19)
- Plastics (15)
- SEM (99)
- Ti-Base (10)
- Zn-Base (5)
 1.0038 | S235JR
1.0038 | S235JR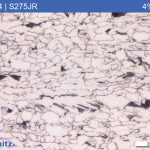 1.0044 | S275JR
1.0044 | S275JR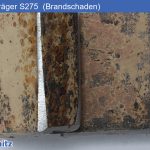 1.0143 | S275J0 Steel beam with fire damage
1.0143 | S275J0 Steel beam with fire damage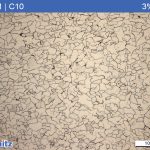 1.0301 | C10
1.0301 | C10 1.0330 | DC01 +LC (soft annealed and slightly re-rolled)
1.0330 | DC01 +LC (soft annealed and slightly re-rolled) 1.0338 | DC04 +C340 (cold rolled)
1.0338 | DC04 +C340 (cold rolled)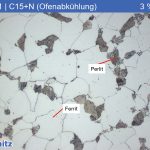 1.0401 | C15 +N Normalised at 950 °C (furnace cooling)
1.0401 | C15 +N Normalised at 950 °C (furnace cooling)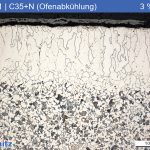 1.0501 | C35 +N Normalised at 900 °C (furnace cooling)
1.0501 | C35 +N Normalised at 900 °C (furnace cooling)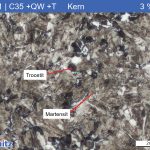 1.0501 | C35 +QW +T quenched (in water) and tempered
1.0501 | C35 +QW +T quenched (in water) and tempered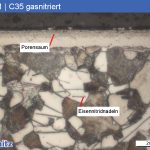 1.0501 | C35 | AISI 1035 gas-nitrided
1.0501 | C35 | AISI 1035 gas-nitrided 1.0501 | C35 | AISI 1035 gas-nitrided with uneven nitrided layer
1.0501 | C35 | AISI 1035 gas-nitrided with uneven nitrided layer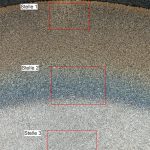 1.0501 | C35 Inductively hardened
1.0501 | C35 Inductively hardened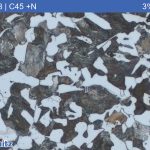 1.0503 | C45 +N Normalized
1.0503 | C45 +N Normalized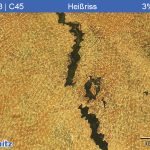 1.0503 | C45 hot crack
1.0503 | C45 hot crack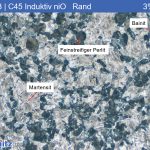 1.0503 | C45 Incorrect induction hardened
1.0503 | C45 Incorrect induction hardened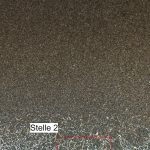 1.0503 | C45 Induction hardened
1.0503 | C45 Induction hardened 1.0503 | C45 soft annealed
1.0503 | C45 soft annealed 1.0503 | C45 Surface hardened
1.0503 | C45 Surface hardened 1.0503 | C45 welded
1.0503 | C45 welded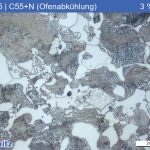 1.0535 | C55 +N Normalised at 850 °C (furnace cooling)
1.0535 | C55 +N Normalised at 850 °C (furnace cooling)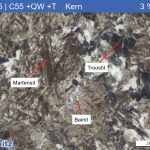 1.0535 | C55 +QW +T quenched (in water) and tempered
1.0535 | C55 +QW +T quenched (in water) and tempered 1.0552 | S460J2
1.0552 | S460J2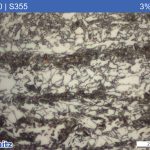 1.0570 | S355JR with buildup welding
1.0570 | S355JR with buildup welding 1.0577 | S355J2 +N
1.0577 | S355J2 +N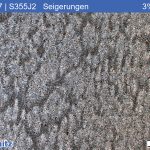 1.0577 | S355J2 with segregations
1.0577 | S355J2 with segregations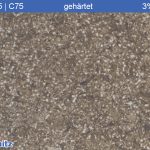 1.0605 | C75 hardened
1.0605 | C75 hardened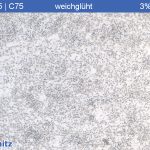 1.0605 | C75 soft annealed
1.0605 | C75 soft annealed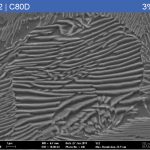 1.0622 | C80D unalloyed quality steel
1.0622 | C80D unalloyed quality steel 1.0715 | 11SMn30 Basic structure
1.0715 | 11SMn30 Basic structure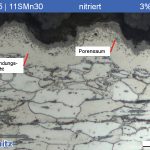 1.0715 | 11SMn30 nitrided
1.0715 | 11SMn30 nitrided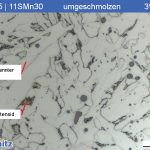 1.0715 | 11SMn30 remelted
1.0715 | 11SMn30 remelted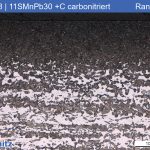 1.0718 | 11SMnPb30 +C carbonitrided
1.0718 | 11SMnPb30 +C carbonitrided 1.0718 | 11SMnPb30 Free machining steel, case hardened
1.0718 | 11SMnPb30 Free machining steel, case hardened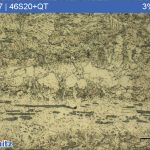 1.0727 | 46S20+QT
1.0727 | 46S20+QT 1.0736 | 11SMn37 electroless nickel plated
1.0736 | 11SMn37 electroless nickel plated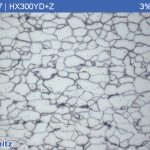 1.0927 | HX300YD+Z hot-dipped galvanized thin sheet
1.0927 | HX300YD+Z hot-dipped galvanized thin sheet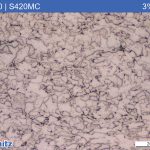 1.0980 | S420MC
1.0980 | S420MC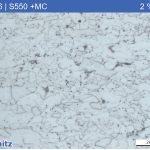 1.0986 | S550 +MC
1.0986 | S550 +MC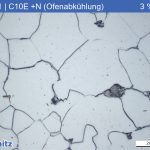 1.1121 | C10E +N (furnace cooling)
1.1121 | C10E +N (furnace cooling)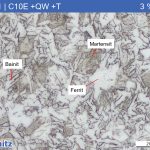 1.1121 | C10E +QW +T Hardened and tempered (quenchant: water)
1.1121 | C10E +QW +T Hardened and tempered (quenchant: water) 1.1133 | 20Mn5 Rolled thread
1.1133 | 20Mn5 Rolled thread 1.1165 | G28Mn6 quenched and tempered
1.1165 | G28Mn6 quenched and tempered 1.1165 | G28Mn6 with hard facing
1.1165 | G28Mn6 with hard facing 1.1181 | C35E +N gas nitrided
1.1181 | C35E +N gas nitrided 1.1181 | C35E +N nitrocarburized
1.1181 | C35E +N nitrocarburized 1.1191 | C45 with very fine lamellae pearlite
1.1191 | C45 with very fine lamellae pearlite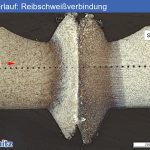 1.1191 | C45E – friction weld joint– 1.8830 | S420G1+M
1.1191 | C45E – friction weld joint– 1.8830 | S420G1+M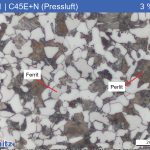 1.1191 | C45E +N Normalised at 850 °C (cooled with compressed air)
1.1191 | C45E +N Normalised at 850 °C (cooled with compressed air)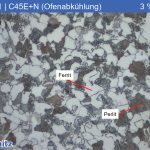 1.1191 | C45E +N Normalised at 850 °C (furnace cooling)
1.1191 | C45E +N Normalised at 850 °C (furnace cooling)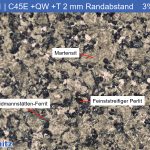 1.1191 | C45E +QW +T Hardened and tempered (quenchant: water)
1.1191 | C45E +QW +T Hardened and tempered (quenchant: water)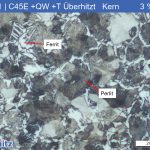 1.1191 | C45E +QW +T Overheated hardened and tempered
1.1191 | C45E +QW +T Overheated hardened and tempered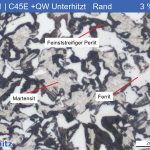 1.1191 | C45E +QW Hardened at too low temperature
1.1191 | C45E +QW Hardened at too low temperature 1.1191 | C45E crowbar
1.1191 | C45E crowbar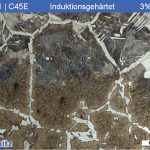 1.1191 | C45E induction hardened
1.1191 | C45E induction hardened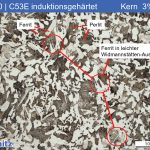 1.1210 | C53E +N (normalised)
1.1210 | C53E +N (normalised)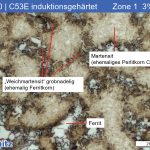 1.1210 | C53E induction hardened (incorrectly)
1.1210 | C53E induction hardened (incorrectly)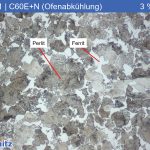 1.1221 | C60E +N Normalised at 850 °C (furnace cooling)
1.1221 | C60E +N Normalised at 850 °C (furnace cooling) 1.1221 | C60E +QW +T quenched (in water) and tempered
1.1221 | C60E +QW +T quenched (in water) and tempered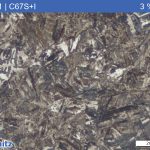 1.1231 | C67S+I
1.1231 | C67S+I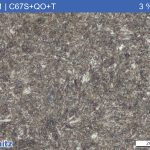 1.1231 | C67S+QO+T
1.1231 | C67S+QO+T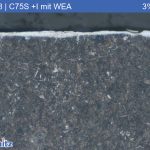 1.1248 | C75S +I Grinding burn
1.1248 | C75S +I Grinding burn 1.1248 | C75S +I isotherm hardened
1.1248 | C75S +I isotherm hardened 1.1248 | C75S +N Normalized at 850 °C (furnace cooling)
1.1248 | C75S +N Normalized at 850 °C (furnace cooling)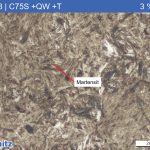 1.1248 | C75S +QW +T quenched (in water) and tempered
1.1248 | C75S +QW +T quenched (in water) and tempered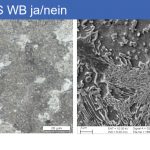 1.1248 | C75S HT yes/no
1.1248 | C75S HT yes/no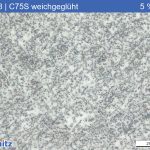 1.1248 | C75S soft annealed
1.1248 | C75S soft annealed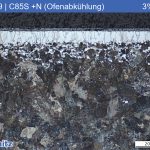 1.1269 | C85S +N
1.1269 | C85S +N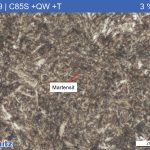 1.1269 | C85S +QW +T quenched (in water) and tempered
1.1269 | C85S +QW +T quenched (in water) and tempered 1.1274 | C100S +N (furnace cooling)
1.1274 | C100S +N (furnace cooling)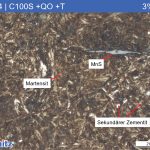 1.1274 | C100S +QO +T Hardened and tempered (quenchant: oil)
1.1274 | C100S +QO +T Hardened and tempered (quenchant: oil)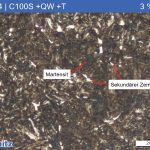 1.1274 | C100S +QW +T quenched (in water) and tempered
1.1274 | C100S +QW +T quenched (in water) and tempered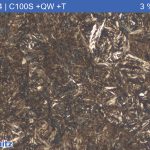 1.1274 | C100S +QW +T Superheat hardened and tempered
1.1274 | C100S +QW +T Superheat hardened and tempered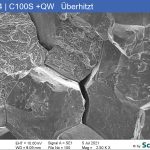 1.1274 | C100S +QW Superheated hardened
1.1274 | C100S +QW Superheated hardened 1.1274 | C100S Butt weld
1.1274 | C100S Butt weld 1.1303 | 38MnVS6
1.1303 | 38MnVS6 1.1573 | C135U (+AC)
1.1573 | C135U (+AC) 1.1830 | C85U Characterization of blasting agents
1.1830 | C85U Characterization of blasting agents 1.2067 | 102Cr6 +N Normalized at 840 °C (furnace cooling)
1.2067 | 102Cr6 +N Normalized at 840 °C (furnace cooling) 1.2067 | 102Cr6 +QO +T Hardened and tempered (quenchant: oil)
1.2067 | 102Cr6 +QO +T Hardened and tempered (quenchant: oil) 1.2067 | 102Cr6 +QO +T Hardened and tempered at 150 °C (quenchant: oil)
1.2067 | 102Cr6 +QO +T Hardened and tempered at 150 °C (quenchant: oil) 1.2067 | 102Cr6 +QO +T Hardened and tempered at 150 °C (quenchant: oil)
1.2067 | 102Cr6 +QO +T Hardened and tempered at 150 °C (quenchant: oil) 1.2067 | 102Cr6 +QO +T Hardened and tempered at 180 °C (quenchant: oil)
1.2067 | 102Cr6 +QO +T Hardened and tempered at 180 °C (quenchant: oil) 1.2067 | 102Cr6 +QO +T Hardened and tempered at 240 °C (quenchant: oil)
1.2067 | 102Cr6 +QO +T Hardened and tempered at 240 °C (quenchant: oil)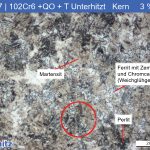 1.2067 | 102Cr6 +QO +T Sub-heat hardened and tempered
1.2067 | 102Cr6 +QO +T Sub-heat hardened and tempered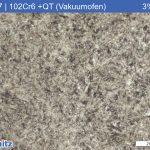 1.2067 | 102Cr6 +QT | SAE52100 | AMS6440
1.2067 | 102Cr6 +QT | SAE52100 | AMS6440 1.2067 | 102Cr6 +QW +T Annealed on cementite network, hardened and tempered (quenchant: water)
1.2067 | 102Cr6 +QW +T Annealed on cementite network, hardened and tempered (quenchant: water)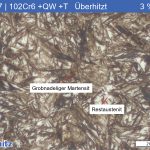 1.2067 | 102Cr6 +QW +T Annealed on cementite network, superheat hardened and tempered
1.2067 | 102Cr6 +QW +T Annealed on cementite network, superheat hardened and tempered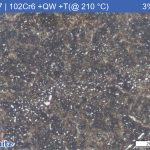 1.2067 | 102Cr6 +QW +T Hardened and tempered (tempering temperature: 210 °C)
1.2067 | 102Cr6 +QW +T Hardened and tempered (tempering temperature: 210 °C) 1.2067 | 102Cr6 +QW +T Quenched and tempered (quenchant: water)
1.2067 | 102Cr6 +QW +T Quenched and tempered (quenchant: water) 1.2067 | 102Cr6 | SAE52100 | AMS6440 Incomplete martensitic transformation
1.2067 | 102Cr6 | SAE52100 | AMS6440 Incomplete martensitic transformation 1.2067 | 102Cr6 Annealed on cementite network at 950 °C
1.2067 | 102Cr6 Annealed on cementite network at 950 °C 1.2067 | 102Cr6 Incomplete martensitic transformation (2)
1.2067 | 102Cr6 Incomplete martensitic transformation (2) 1.2067 | 102Cr6 Induction hardened
1.2067 | 102Cr6 Induction hardened 1.2210 | 115CrV3 +QO +T Hardened and tempered (quenchant: oil)
1.2210 | 115CrV3 +QO +T Hardened and tempered (quenchant: oil) 1.2210 | 115CrV3 +QO +T Hardened and tempered (quenchant: water)
1.2210 | 115CrV3 +QO +T Hardened and tempered (quenchant: water)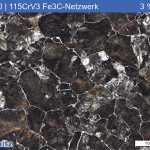 1.2210 | 115CrV3 Annealed on cementite network at 950 °C
1.2210 | 115CrV3 Annealed on cementite network at 950 °C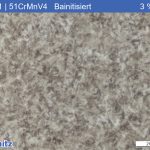 1.2241 | 51CrMnV4 Bainitized
1.2241 | 51CrMnV4 Bainitized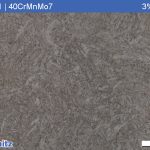 1.2311 | 40CrMnMo7 +QT
1.2311 | 40CrMnMo7 +QT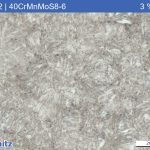 1.2312 | 40CrMnMoS8-6 +QT
1.2312 | 40CrMnMoS8-6 +QT 1.2340 | X36CrMoV5-1 +QT
1.2340 | X36CrMoV5-1 +QT 1.2343 | X37CrMoV5-1 (+A) | AISI H11
1.2343 | X37CrMoV5-1 (+A) | AISI H11 1.2343 | X37CrMoV5-1 | AISI H11 formation of a hardening crack
1.2343 | X37CrMoV5-1 | AISI H11 formation of a hardening crack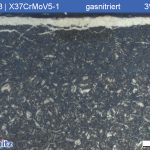 1.2343 | X37CrMoV5-1 | AISI H11 gas-nitrated
1.2343 | X37CrMoV5-1 | AISI H11 gas-nitrated 1.2343 | X37CrMoV5-1 | AISI H11 thermal fatigue cracks
1.2343 | X37CrMoV5-1 | AISI H11 thermal fatigue cracks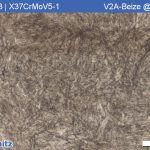 1.2343 | X37CrMoV5-1+QT | AISI H11
1.2343 | X37CrMoV5-1+QT | AISI H11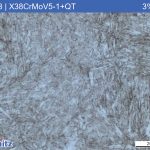 1.2343 | X38CrMoV5-1 +QT
1.2343 | X38CrMoV5-1 +QT 1.2343 | X38CrMoV5-1 +QT Long-term plasma-nitrided
1.2343 | X38CrMoV5-1 +QT Long-term plasma-nitrided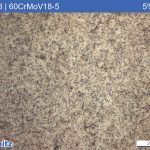 1.2358 | 60CrMoV18-5 +QT
1.2358 | 60CrMoV18-5 +QT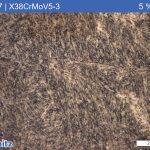 1.2367 | X38CrMoV5-3 +QT
1.2367 | X38CrMoV5-3 +QT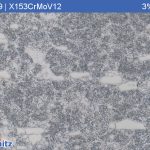 1.2379 | X153CrMoV12 +AC
1.2379 | X153CrMoV12 +AC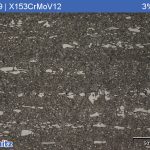 1.2379 | X153CrMoV12 +QT
1.2379 | X153CrMoV12 +QT 1.2379 | X153CrMoV12 +QT
1.2379 | X153CrMoV12 +QT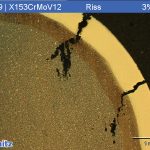 1.2379 | X153CrMoV12 built-up welding with crack
1.2379 | X153CrMoV12 built-up welding with crack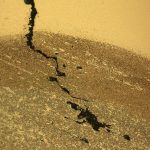 1.2379 | X153CrMoV12 Forging defect
1.2379 | X153CrMoV12 Forging defect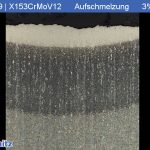 1.2379 | X153CrMoV12 melting (2)
1.2379 | X153CrMoV12 melting (2) 1.2379 | X153CrMoV12 metling
1.2379 | X153CrMoV12 metling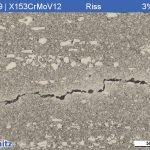 1.2379 | X153CrMoV12 with crack
1.2379 | X153CrMoV12 with crack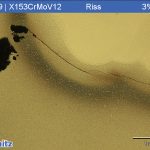 1.2379 | X153CrMoV12 with crack in the HAZ
1.2379 | X153CrMoV12 with crack in the HAZ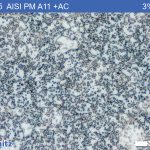 1.2395 | AISI PM A11 +AC
1.2395 | AISI PM A11 +AC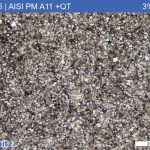 1.2395 | AISI PM A11 +QT
1.2395 | AISI PM A11 +QT 1.2709 | X3NiCoMoTi18-9-5 LPBF component
1.2709 | X3NiCoMoTi18-9-5 LPBF component 1.2714 | 55NiCrMoV7 +A
1.2714 | 55NiCrMoV7 +A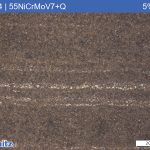 1.2714 | 55NiCrMoV7 +QT
1.2714 | 55NiCrMoV7 +QT 1.2714 | 55NiCrMoV7 edge-zone hardened
1.2714 | 55NiCrMoV7 edge-zone hardened 1.2714 | 55NiCrMoV7 upper bainite
1.2714 | 55NiCrMoV7 upper bainite 1.2738 | 40CrMnNiMo8-6-4 +QT
1.2738 | 40CrMnNiMo8-6-4 +QT 1.2767 | 45NiCrMo16 +QT
1.2767 | 45NiCrMo16 +QT 1.3242 | HS6-5-2-5 +Q
1.3242 | HS6-5-2-5 +Q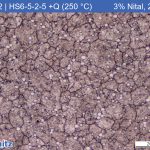 1.3242 | HS6-5-2-5 +Q (250 °C)
1.3242 | HS6-5-2-5 +Q (250 °C)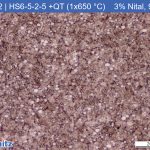 1.3242 | HS6-5-2-5 +QT (1x 650 °C)
1.3242 | HS6-5-2-5 +QT (1x 650 °C) 1.3242 | HS6-5-2-5 +QT (2x 650 °C)
1.3242 | HS6-5-2-5 +QT (2x 650 °C)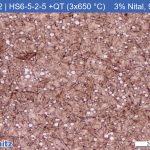 1.3242 | HS6-5-2-5 +QT (3x 650 °C)
1.3242 | HS6-5-2-5 +QT (3x 650 °C)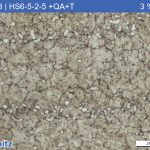 1.3243 | HS6-5-2-5 +QA+T
1.3243 | HS6-5-2-5 +QA+T 1.3243 | HS6-5-2-5 +QA+T nitrided
1.3243 | HS6-5-2-5 +QA+T nitrided 1.3292 | HS 7-7-7-11 +QT
1.3292 | HS 7-7-7-11 +QT 1.3292 | HS 7-7-7-11 | ASP 2060
1.3292 | HS 7-7-7-11 | ASP 2060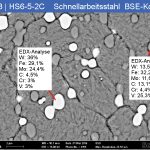 1.3343 | HS6-5-2-C
1.3343 | HS6-5-2-C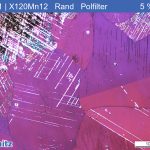 1.3401 | X120Mn12 Strain-hardened
1.3401 | X120Mn12 Strain-hardened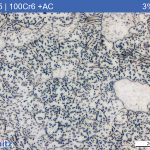 1.3505 | 100Cr6 +AC
1.3505 | 100Cr6 +AC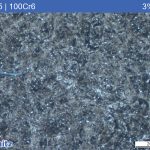 1.3505 | 100Cr6 +QT
1.3505 | 100Cr6 +QT 1.3543 | X108CrMo17 | AISI 440C
1.3543 | X108CrMo17 | AISI 440C 1.3543 | X108CrMo17 QT
1.3543 | X108CrMo17 QT 1.3551 | 80MoCrV42-16 +QT
1.3551 | 80MoCrV42-16 +QT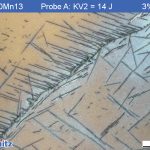 1.3802 | GX120Mn13 chilled manganese casting
1.3802 | GX120Mn13 chilled manganese casting 1.3960 | GX2CrNiMo18-14-3 Centrifugal casting
1.3960 | GX2CrNiMo18-14-3 Centrifugal casting 1.4005 | X12CrS13 +QT
1.4005 | X12CrS13 +QT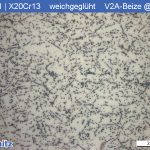 1.4021 | X20Cr13 +A
1.4021 | X20Cr13 +A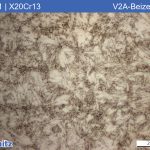 1.4021 | X20Cr13 +QT
1.4021 | X20Cr13 +QT 1.4021 | X20Cr13 gas-nitrided
1.4021 | X20Cr13 gas-nitrided 1.4021 | X20Cr13 gas-nitrided, fatigue fracture
1.4021 | X20Cr13 gas-nitrided, fatigue fracture 1.4028 | X30Cr13 +QT
1.4028 | X30Cr13 +QT 1.4037 | X65Cr13 +QT
1.4037 | X65Cr13 +QT 1.4104 | X14CrMoS17 +N
1.4104 | X14CrMoS17 +N 1.4108 | X30CrMoN15-1 +QT
1.4108 | X30CrMoN15-1 +QT 1.4112 | X90CrMoV18 induction hardening
1.4112 | X90CrMoV18 induction hardening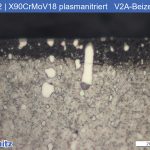 1.4112 | X90CrMoV18 plasma-nitrided
1.4112 | X90CrMoV18 plasma-nitrided 1.4122 | X39CrMo17-1
1.4122 | X39CrMo17-1 1.4301 | X5CrNi18-10
1.4301 | X5CrNi18-10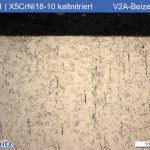 1.4301 | X5CrNi18-10 cold-nitrided
1.4301 | X5CrNi18-10 cold-nitrided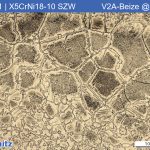 1.4301 | X5CrNi18-10 SZW
1.4301 | X5CrNi18-10 SZW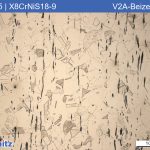 1.4305 | X8CrNiS18-9
1.4305 | X8CrNiS18-9 1.4308 | GX5CrNi19-10 investment casting
1.4308 | GX5CrNi19-10 investment casting 1.4310 | X10CrNi18-8
1.4310 | X10CrNi18-8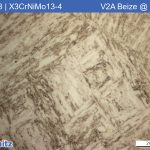 1.4313 | X3CrNiMo13-4
1.4313 | X3CrNiMo13-4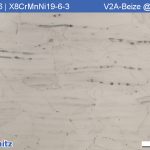 1.4376 | X8CrMnNi19-6-3
1.4376 | X8CrMnNi19-6-3 1.4401 | X5CrNiMo17-12-2 Investment casting
1.4401 | X5CrNiMo17-12-2 Investment casting 1.4401 | X5CrNiMo17-12-2 wire eroded
1.4401 | X5CrNiMo17-12-2 wire eroded 1.4404 | AISI 316L | S31603 hard chrome plated
1.4404 | AISI 316L | S31603 hard chrome plated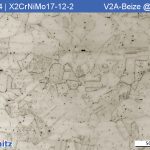 1.4404 | X2CrNiMo17-12-2 | AISI 316L | S31603
1.4404 | X2CrNiMo17-12-2 | AISI 316L | S31603 1.4404 | X2CrNiMo17-12-2 LPBF component
1.4404 | X2CrNiMo17-12-2 LPBF component 1.4404 | X2CrNiMo17-12-2 welding seam characterization / soldification type
1.4404 | X2CrNiMo17-12-2 welding seam characterization / soldification type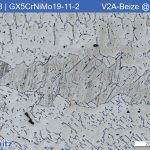 1.4408 | GX5CrNiMo19-11-2
1.4408 | GX5CrNiMo19-11-2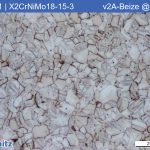 1.4441 | AISI 316LVM | UNS S31673
1.4441 | AISI 316LVM | UNS S31673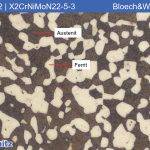 1.4462 | X2CrNiMoN22-5-3 | UNS S31803
1.4462 | X2CrNiMoN22-5-3 | UNS S31803 1.4462 | X2CrNiMoN22-5-3 Duplex with sigma phase
1.4462 | X2CrNiMoN22-5-3 Duplex with sigma phase 1.4463 | GX6CrNiMo24-8-2 carbide problem
1.4463 | GX6CrNiMo24-8-2 carbide problem 1.4509 | X2CrTiNb18
1.4509 | X2CrTiNb18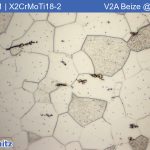 1.4521 | X2CrMoTi18-2
1.4521 | X2CrMoTi18-2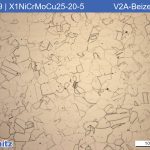 1.4539 | X1NiCrMoCu25-20-5
1.4539 | X1NiCrMoCu25-20-5 1.4545 | X5CrNiCu15-5 +AT
1.4545 | X5CrNiCu15-5 +AT 1.4545 | X5CrNiCu15-5 Investment casting
1.4545 | X5CrNiCu15-5 Investment casting 1.4567 | X3CrNiCu18-9-4
1.4567 | X3CrNiCu18-9-4 1.4571 | X6CrNiMoTi17-12-2
1.4571 | X6CrNiMoTi17-12-2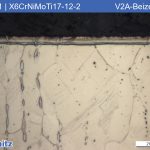 1.4571 | X6CrNiMoTi17-12-2 cold-nitrided
1.4571 | X6CrNiMoTi17-12-2 cold-nitrided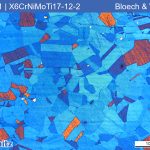 1.4571 | X6CrNiMoTi17-12-2 Color etching
1.4571 | X6CrNiMoTi17-12-2 Color etching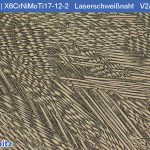 1.4571 | X6CrNiMoTi17-12-2 laser-welding
1.4571 | X6CrNiMoTi17-12-2 laser-welding 1.4571 | X6CrNiMoTi17-12-2 plasma nitrocarburized
1.4571 | X6CrNiMoTi17-12-2 plasma nitrocarburized 1.4571 | X6CrNiMoTi17-12-2 Stress corrosion cracking
1.4571 | X6CrNiMoTi17-12-2 Stress corrosion cracking 1.4582 | X4CrNiMoNb25-7
1.4582 | X4CrNiMoNb25-7 1.4582 | X4CrNiMoNb25-7 investment casting
1.4582 | X4CrNiMoNb25-7 investment casting 1.4740 mod | GX40CrSi17 Immersion pipe from the cement industry
1.4740 mod | GX40CrSi17 Immersion pipe from the cement industry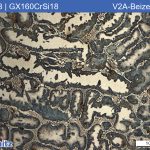 1.4743 | GX160CrSi18
1.4743 | GX160CrSi18 1.4765 | X8CrAl25-5 defective heatsealing band
1.4765 | X8CrAl25-5 defective heatsealing band 1.4776 | GX40CrSi28 Failed welding for fabricating purposes
1.4776 | GX40CrSi28 Failed welding for fabricating purposes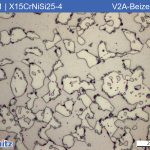 1.4821 | X15CrNiSi25-4
1.4821 | X15CrNiSi25-4 1.4823 | GX40CrNiSi27-4
1.4823 | GX40CrNiSi27-4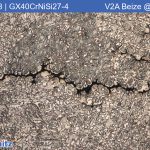 1.4823 | GX40CrNiSi27-4 Centre line shrinkage cavity
1.4823 | GX40CrNiSi27-4 Centre line shrinkage cavity 1.4823 | GX40CrNiSi27-4 Grate bar
1.4823 | GX40CrNiSi27-4 Grate bar 1.4826 | GX40CrNiSi22-10
1.4826 | GX40CrNiSi22-10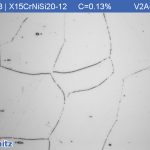 1.4828 | X15CrNiSi20-12 | AISI 309 | S30900 bar stock
1.4828 | X15CrNiSi20-12 | AISI 309 | S30900 bar stock 1.4828 | X15CrNiSi20-12 | AISI 309 | S30900 sheet metal
1.4828 | X15CrNiSi20-12 | AISI 309 | S30900 sheet metal 1.4832 | GX25CrNiSi20-14 Dipstick for molten zinc
1.4832 | GX25CrNiSi20-14 Dipstick for molten zinc 1.4833 | X12CrNi23-13
1.4833 | X12CrNi23-13 1.4835 | X9CrNiSiNCe21-11-2 +AT
1.4835 | X9CrNiSiNCe21-11-2 +AT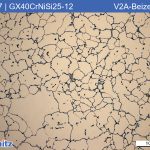 1.4837 | GX40CrNiSi25-12
1.4837 | GX40CrNiSi25-12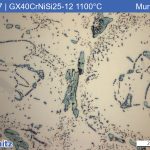 1.4837 | GX40CrNiSi25-12 1100 °C
1.4837 | GX40CrNiSi25-12 1100 °C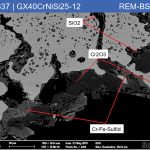 1.4837 | GX40CrNiSi25-12 Hot corrosion with molten sulfate
1.4837 | GX40CrNiSi25-12 Hot corrosion with molten sulfate 1.4840 | GX15CrNi25-20
1.4840 | GX15CrNi25-20 1.4841 | X15CrNiSi25-21 | AISI 314
1.4841 | X15CrNiSi25-21 | AISI 314 1.4845 | X15CrNi25-21 +AT
1.4845 | X15CrNi25-21 +AT 1.4845 | X8CrNi25-21
1.4845 | X8CrNi25-21 1.4848 | GX40CrNiSi25-20
1.4848 | GX40CrNiSi25-20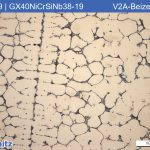 1.4849 | GX40NiCrSiNb38-19
1.4849 | GX40NiCrSiNb38-19 1.4849 | GX40NiCrSiNb38-19 Charging rack
1.4849 | GX40NiCrSiNb38-19 Charging rack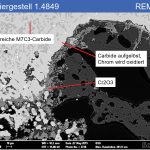 1.4849 | GX40NiCrSiNb38-19 Magnetism in charging racks
1.4849 | GX40NiCrSiNb38-19 Magnetism in charging racks 1.4849 | GX40NiCrSiNb38-19 shrinkage cavities network in a heat-resistant steel casting
1.4849 | GX40NiCrSiNb38-19 shrinkage cavities network in a heat-resistant steel casting 1.4852 | GX40NiCrSiNb35-26
1.4852 | GX40NiCrSiNb35-26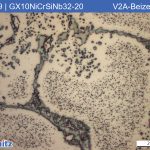 1.4859 | GX10NiCrSiNb32-20
1.4859 | GX10NiCrSiNb32-20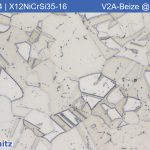 1.4864 | X12NiCrSi35-16
1.4864 | X12NiCrSi35-16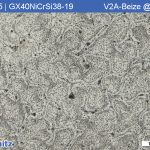 1.4865 | GX40NiCrSi38-19
1.4865 | GX40NiCrSi38-19 1.4879 | X30CrNiMoPB20-11-2
1.4879 | X30CrNiMoPB20-11-2 1.4938 | X12CrNiMoV12-3
1.4938 | X12CrNiMoV12-3 1.4938 | X12CrNiMoV12-3 carbide inclusions
1.4938 | X12CrNiMoV12-3 carbide inclusions 1.4981 | X8CrNiMoNb16-16
1.4981 | X8CrNiMoNb16-16 1.5026 | 56Si7 quenched and tempered with surface decarburization
1.5026 | 56Si7 quenched and tempered with surface decarburization 1.5511 | 35B2 +AR
1.5511 | 35B2 +AR 1.5511 | 35B2 +QT
1.5511 | 35B2 +QT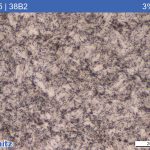 1.5515 | 38B2
1.5515 | 38B2 1.5528 | 22 MnB5 AlSi-coated (after press hardening)
1.5528 | 22 MnB5 AlSi-coated (after press hardening)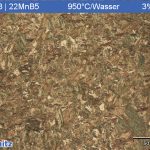 1.5528 | 22MnB5
1.5528 | 22MnB5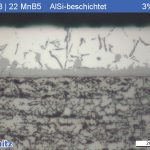 1.5528 | 22MnB5 AlSi-coated (before press hardening)
1.5528 | 22MnB5 AlSi-coated (before press hardening) 1.5528 | 22MnB5 laser treated
1.5528 | 22MnB5 laser treated 1.5920 | 18CrNi8 carburised
1.5920 | 18CrNi8 carburised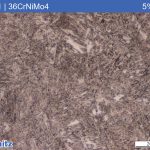 1.6511 | 36CrNiMo4 +QT
1.6511 | 36CrNiMo4 +QT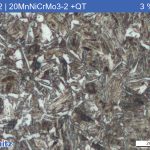 1.6522 | 20MnNiCrMo3-2 +QT
1.6522 | 20MnNiCrMo3-2 +QT 1.6565 | 40NiCrMo6 Broken shaft of an impact hammer mill
1.6565 | 40NiCrMo6 Broken shaft of an impact hammer mill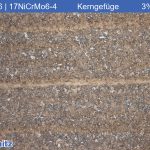 1.6566 | 17NiCrMo6-4 carburized with direct hardening
1.6566 | 17NiCrMo6-4 carburized with direct hardening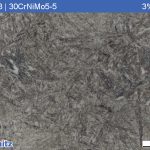 1.6568 | 30CrNiMo5-5 +QT
1.6568 | 30CrNiMo5-5 +QT 1.6568 | 30CrNiMo5-5 broken shaft
1.6568 | 30CrNiMo5-5 broken shaft 1.6580 | 30CrNiMo8 +N + QT Forging crack
1.6580 | 30CrNiMo8 +N + QT Forging crack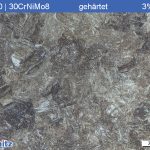 1.6580 | 30CrNiMo8 +QT
1.6580 | 30CrNiMo8 +QT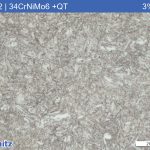 1.6582 | 34CrNiMo6 +QT
1.6582 | 34CrNiMo6 +QT 1.6587 | 18CrNiMo7-6 dual-phase structure
1.6587 | 18CrNiMo7-6 dual-phase structure 1.6587 | 18CrNiMo7-6 Scale residues
1.6587 | 18CrNiMo7-6 Scale residues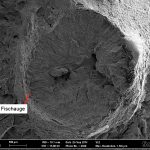 1.6759 | G18NiMoCr3-6 fisheye, hydrogen embrittlement
1.6759 | G18NiMoCr3-6 fisheye, hydrogen embrittlement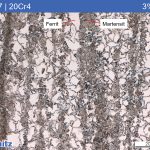 1.7027 | 20Cr4 with dual-phase structure
1.7027 | 20Cr4 with dual-phase structure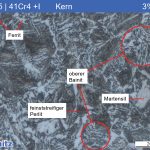 1.7035 | 41Cr4 +I
1.7035 | 41Cr4 +I 1.7077 | 36CrB4 +Q hardened
1.7077 | 36CrB4 +Q hardened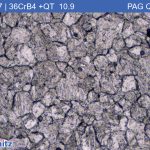 1.7077 | 36CrB4 +QT 10.9
1.7077 | 36CrB4 +QT 10.9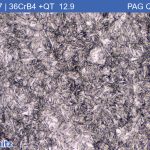 1.7077 | 36CrB4 +QT 12.9
1.7077 | 36CrB4 +QT 12.9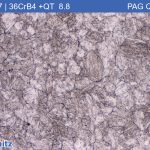 1.7077 | 36CrB4 +QT 8.8
1.7077 | 36CrB4 +QT 8.8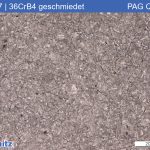 1.7077 | 36CrB4 Forged
1.7077 | 36CrB4 Forged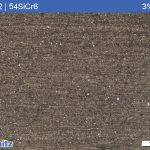 1.7102 | 54SiCr6 +QT
1.7102 | 54SiCr6 +QT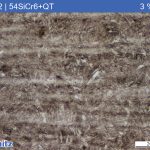 1.7102 | 54SiCr6 +QT
1.7102 | 54SiCr6 +QT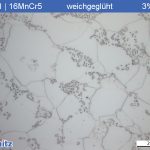 1.7131 | 16MnCr5 +AC
1.7131 | 16MnCr5 +AC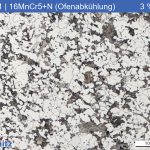 1.7131 | 16MnCr5 +N Normalised at 950 °C (furnace cooling)
1.7131 | 16MnCr5 +N Normalised at 950 °C (furnace cooling)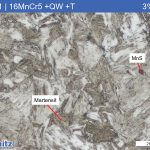 1.7131 | 16MnCr5 +QW +T Hardened and tempered (quenchant: water)
1.7131 | 16MnCr5 +QW +T Hardened and tempered (quenchant: water) 1.7131 | 16MnCr5 | AISI 5115 Forging lap in case-hardened bushing
1.7131 | 16MnCr5 | AISI 5115 Forging lap in case-hardened bushing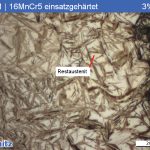 1.7131 | 16MnCr5 case-harened
1.7131 | 16MnCr5 case-harened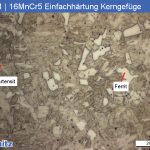 1.7131 | 16MnCr5 core microstructure after single hardening
1.7131 | 16MnCr5 core microstructure after single hardening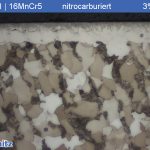 1.7131 | 16MnCr5 nitrocarburized
1.7131 | 16MnCr5 nitrocarburized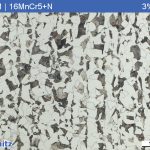 1.7131 | 16MnCr5+N case-hardening steel
1.7131 | 16MnCr5+N case-hardening steel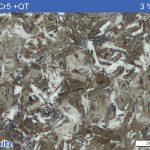 1.7182 | 27MnCrB5-2 +QT
1.7182 | 27MnCrB5-2 +QT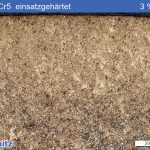 1.7182 | 27MnCrB5-2 case hardened
1.7182 | 27MnCrB5-2 case hardened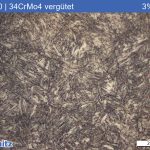 1.7220 | 34CrMo4 +QT
1.7220 | 34CrMo4 +QT 1.7225 | 42CrMo4 +A Incomplete soft annealing structure
1.7225 | 42CrMo4 +A Incomplete soft annealing structure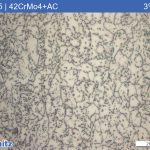 1.7225 | 42CrMo4 +AC soft annealed (completely)
1.7225 | 42CrMo4 +AC soft annealed (completely)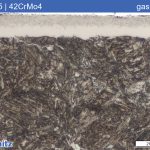 1.7225 | 42CrMo4 +HL gas-nitrided
1.7225 | 42CrMo4 +HL gas-nitrided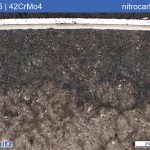 1.7225 | 42CrMo4 +HL nitrocarburised
1.7225 | 42CrMo4 +HL nitrocarburised 1.7225 | 42CrMo4 +N Normalised at 850 °C (furnace cooling)
1.7225 | 42CrMo4 +N Normalised at 850 °C (furnace cooling) 1.7225 | 42CrMo4 +Q
1.7225 | 42CrMo4 +Q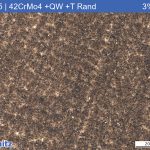 1.7225 | 42CrMo4 +QO +T Hardened and tempered (quenchant: oil)
1.7225 | 42CrMo4 +QO +T Hardened and tempered (quenchant: oil)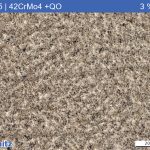 1.7225 | 42CrMo4 +QO hardened in oil, not tempered
1.7225 | 42CrMo4 +QO hardened in oil, not tempered 1.7225 | 42CrMo4 +QT
1.7225 | 42CrMo4 +QT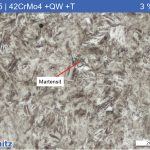 1.7225 | 42CrMo4 +QW +T quenched (in water) and tempered
1.7225 | 42CrMo4 +QW +T quenched (in water) and tempered 1.7225 | 42CrMo4 as-cast
1.7225 | 42CrMo4 as-cast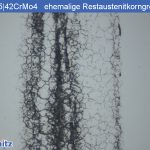 1.7225 | 42CrMo4 former austenite grain boundaries
1.7225 | 42CrMo4 former austenite grain boundaries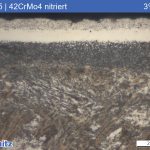 1.7225 | 42CrMo4 gas-nitrided
1.7225 | 42CrMo4 gas-nitrided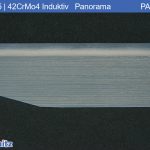 1.7225 | 42CrMo4 Induction hardened
1.7225 | 42CrMo4 Induction hardened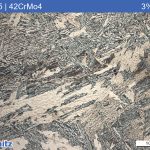 1.7225 | 42CrMo4 investment casting
1.7225 | 42CrMo4 investment casting 1.7225 | 42CrMo4 laser hardened
1.7225 | 42CrMo4 laser hardened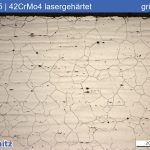 1.7225 | 42CrMo4 laser hardened (+Q), former austenite grain boundaries
1.7225 | 42CrMo4 laser hardened (+Q), former austenite grain boundaries 1.7225 | 42CrMo4 laser treated
1.7225 | 42CrMo4 laser treated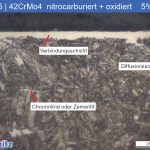 1.7225 | 42CrMo4 nitrocarburized + oxidized
1.7225 | 42CrMo4 nitrocarburized + oxidized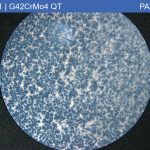 1.7231 | G42CrMo4 +QT
1.7231 | G42CrMo4 +QT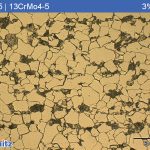 1.7335 | 13CrMo4-5 +N
1.7335 | 13CrMo4-5 +N 1.7335 | 13CrMo4-5 laser welded
1.7335 | 13CrMo4-5 laser welded 1.7379 | G17CrMo-9-10 Tensile test specimen
1.7379 | G17CrMo-9-10 Tensile test specimen 1.7701 | 52CrMoV4 +QT
1.7701 | 52CrMoV4 +QT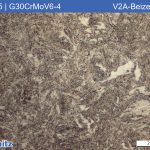 1.7725 | G30CrMoV6-4 +QT
1.7725 | G30CrMoV6-4 +QT 1.8159 | 50CrV4 +I
1.8159 | 50CrV4 +I 1.8159 | 51CrV4 +QO +T
1.8159 | 51CrV4 +QO +T 1.8519 | 31CrMoV9 +QT
1.8519 | 31CrMoV9 +QT 1.8519 | 31CrMoV9 +QT Long-term plasma-nitrided
1.8519 | 31CrMoV9 +QT Long-term plasma-nitrided 1.8519 | 31CrMoV9 +QT, plasma-nitrided
1.8519 | 31CrMoV9 +QT, plasma-nitrided 1.8519 | 31CrMoV9 ChromOx
1.8519 | 31CrMoV9 ChromOx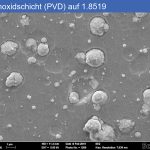 1.8519 with Chromium oxide layer (PVD)
1.8519 with Chromium oxide layer (PVD) 1.8550 | 34CrAlNi7-10 +QT
1.8550 | 34CrAlNi7-10 +QT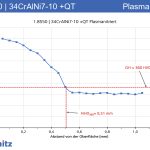 1.8550 | 34CrAlNi7-10 +QT Long-term plasma-nitrided
1.8550 | 34CrAlNi7-10 +QT Long-term plasma-nitrided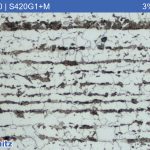 1.8830 | S420G1+M
1.8830 | S420G1+M 1.8928 | S690QL Welding seam characterization / hardness increase
1.8928 | S690QL Welding seam characterization / hardness increase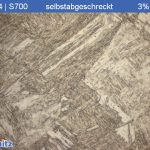 1.8974 | S700 +Q (self-quenched)
1.8974 | S700 +Q (self-quenched)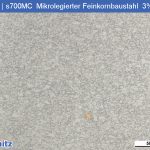 1.8974 | S700MC +M (thermomechanical milled)
1.8974 | S700MC +M (thermomechanical milled) Bicycle chain
Bicycle chain Blasting agent 1
Blasting agent 1 Blasting agent 2
Blasting agent 2 Blue slag
Blue slag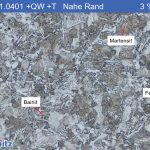 C15 | 1.0401 +QW +T Hardened and tempered (quenchant: water)
C15 | 1.0401 +QW +T Hardened and tempered (quenchant: water) Cast steel not standardized
Cast steel not standardized Centerfire cartridge 8×57 IS from 09/1970 – Projectile
Centerfire cartridge 8×57 IS from 09/1970 – Projectile Centerfire cartridge 8×57 IS from 09/1970 – bullet casing
Centerfire cartridge 8×57 IS from 09/1970 – bullet casing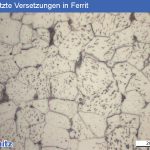 Dislocations in ferrite
Dislocations in ferrite Docol 1400 | Ultra High Strength Steel
Docol 1400 | Ultra High Strength Steel Docol 800 DP | Dual-phase steel
Docol 800 DP | Dual-phase steel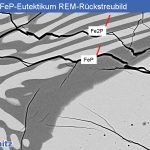 Ferrophosphorus FeP25
Ferrophosphorus FeP25 Flat washer
Flat washer HAP72 | “HS10-8-5-10”
HAP72 | “HS10-8-5-10” HS10-2-5-8 | S390 Microclean (Böhler)
HS10-2-5-8 | S390 Microclean (Böhler) Kanthal A1 oxidation of an electrode
Kanthal A1 oxidation of an electrode M50NiL (Spec) | AMS 6278D, formerly 1.3590
M50NiL (Spec) | AMS 6278D, formerly 1.3590 Manganese stainless steel
Manganese stainless steel Material bulge in rolled screw 12.9
Material bulge in rolled screw 12.9 Meteoric iron
Meteoric iron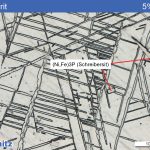 Meteorite “Campo del Cielo” Argentina
Meteorite “Campo del Cielo” Argentina Meteorite fragment Namibia
Meteorite fragment Namibia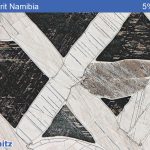 Meteorite Namibia (disc)
Meteorite Namibia (disc)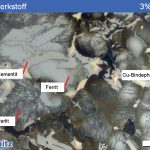 PM material with high C content
PM material with high C content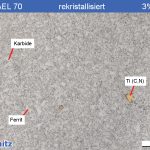 RAWAEL 70
RAWAEL 70 Rigips screw
Rigips screw Rivet (wrought iron) from the supporting structure of a church, year of construction ca. 1900
Rivet (wrought iron) from the supporting structure of a church, year of construction ca. 1900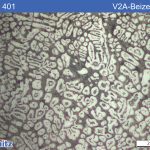 Rockit 401
Rockit 401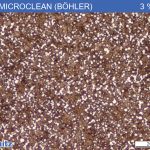 S290 MICROCLEAN from BÖHLER ‘HS14-2-5-11
S290 MICROCLEAN from BÖHLER ‘HS14-2-5-11 SD40 Reinforcing ribbed steel | C=0.25%
SD40 Reinforcing ribbed steel | C=0.25%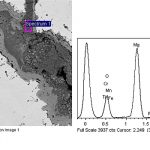 Slag analysis
Slag analysis Spax screw
Spax screw SZBS800
SZBS800 Torx screw A2
Torx screw A2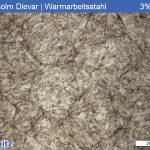 Uddeholm Dievar | hot working steel
Uddeholm Dievar | hot working steel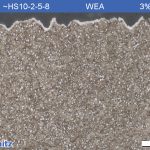 WEA White Etching Area
WEA White Etching Area Wire rope friction martensite
Wire rope friction martensite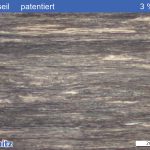 Wire rope, patented
Wire rope, patented